保")
保")
-
走進(jìn)瑞晨專注于流體輸送(水泵、風(fēng)機(jī)),精控燃燒、高效換熱及特高效永磁電機(jī)等領(lǐng)域的高新技術(shù)研發(fā)、節(jié)能產(chǎn)品設(shè)計(jì),生產(chǎn),并提供專業(yè)技術(shù)改造服務(wù),為用戶提供專業(yè)的綜合節(jié)能解決方案。
瑞晨")
-
-
-
資訊中心我們專注于流體輸送(水泵、風(fēng)機(jī)),精控燃燒、高效換熱及特高效永磁電機(jī)等領(lǐng)域的高新技術(shù)研發(fā)、節(jié)能產(chǎn)品設(shè)計(jì),生產(chǎn),并提供專業(yè)技術(shù)改造服務(wù),為用戶提供專業(yè)的綜合節(jié)能解決方案。
高溫板式空氣預(yù)熱器
概述
目前冶金行業(yè)熱軋加熱爐工藝余熱回收系統(tǒng)中,對于空氣預(yù)熱設(shè)備一般采用傳統(tǒng)的列管式氣氣換熱器形式,其特點(diǎn)是結(jié)構(gòu)簡單,制造成本較低,但是其換熱效率,使用壽命等性能指標(biāo)較低。
冶金熱軋工藝加熱爐預(yù)熱回收系統(tǒng)一般包含空氣預(yù)熱器和煤氣預(yù)熱器,即將高溫?zé)煔獾挠酂釤崃炕厥眨ㄟ^待燃燒的煤氣燃料和助燃空氣預(yù)熱,將煙氣預(yù)熱大部分回收到加熱爐內(nèi),如圖1所示。

圖1 加熱爐系統(tǒng)預(yù)熱回收裝置示意圖
冶金熱軋加熱爐用空氣預(yù)熱器技術(shù)要求,煙氣入口溫度較高,一般超過700℃以上,甚至超過850℃。另外,一般的煙氣通過煙囪自然通風(fēng),無引風(fēng)機(jī),對煙氣側(cè)壓降要求嚴(yán)格;煙氣側(cè)運(yùn)行過程中避免積灰,列管式換熱器就是因?yàn)榉e灰嚴(yán)重,造成換熱效率衰減明顯。最好,由于熱軋加熱爐空氣預(yù)熱器放置在煙道中,占地空間及其有限,需要換熱效率較高的換熱器形式。
高溫高效板式空預(yù)器
全金屬焊接板式換熱器用于回收煙氣熱量給空氣預(yù)熱,已經(jīng)廣泛應(yīng)用于石油化工,電力系統(tǒng)等工業(yè)生產(chǎn)過程。板式換熱器由于其較大的比表面積和較高的傳熱系數(shù),是一種高效的換熱器技術(shù)形式。其原理如圖2所示。

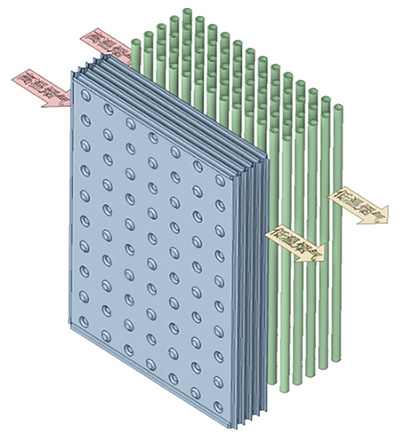
圖2 板式換熱器原理及列管式比較
然而,冶金熱軋加熱爐由于其特殊的工藝應(yīng)用場景,以及苛刻空氣預(yù)熱器的技術(shù)要求,因此,目前成熟的板式空氣預(yù)熱器技術(shù)無法直接應(yīng)用到冶金行業(yè),主要是前文提到的技術(shù)指標(biāo)要求更高。
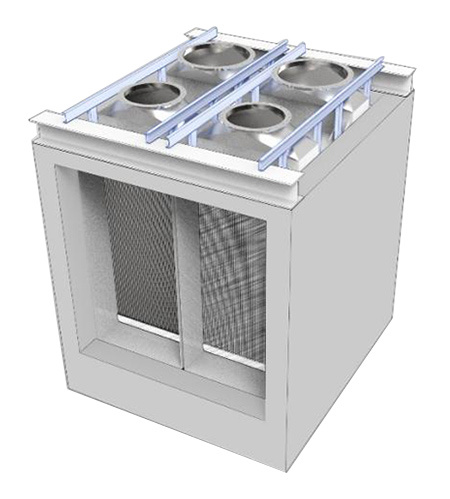
基于此,上海瑞晨公司與北京航空航天大學(xué)聯(lián)合研發(fā),開發(fā)了可以應(yīng)用于冶金熱軋加熱爐的高溫高效板式空氣預(yù)熱器技術(shù),如圖3所示。
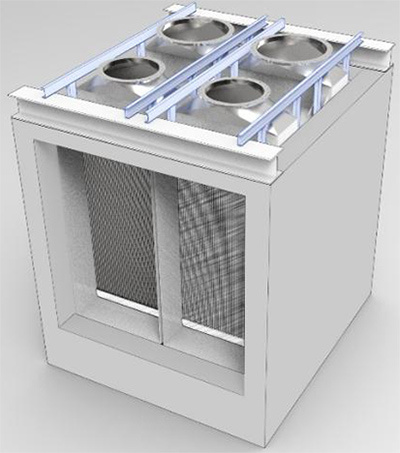

圖3 冶金熱軋加熱爐高溫高效板式空氣預(yù)熱器
關(guān)鍵技術(shù)
(1)高效低阻丁胞強(qiáng)化換熱板技術(shù)
(2)高溫?zé)岱雷o(hù)及熱應(yīng)力解決方案技術(shù)
(3)防積灰設(shè)計(jì)技術(shù)
(4)多工況設(shè)計(jì)技術(shù)
(5)大尺度換熱板耐高溫焊接及其制造技術(shù)
技術(shù)指標(biāo)
(1)煙氣入口溫度大于850℃;
(2)空氣出口溫度大于600℃;
(3)換熱效率大于80%;
(4)5年內(nèi)換熱性能不衰減,最長可以達(dá)到8年使用壽命
相關(guān)產(chǎn)品
目前冶金行業(yè)熱軋加熱爐工藝余熱回收系統(tǒng)中,對于空氣預(yù)熱設(shè)備一般采用傳統(tǒng)的列管式氣氣換熱器形式,其特點(diǎn)是結(jié)構(gòu)簡單,制造成本較低,但是其換熱效率,使用壽命等性能指標(biāo)較低。
查看更多
在冶金行業(yè)生產(chǎn)過程中,熱軋加熱爐是耗能大戶,目前步進(jìn)加熱爐精細(xì)化控制還存在很大提升空間,提高加熱爐控制精度,減少能源浪費(fèi)和產(chǎn)品損耗,對整個(gè)冶金行業(yè)降碳和降氮都具有十分重要的意義;常規(guī)步進(jìn)加熱爐是指形狀基本一致的板坯,在加熱爐內(nèi)部不斷移動,從加熱爐入口在滾輪的帶動下移動到出口處,再次過程中加熱爐底部,頂部特定位置布置的燃燒器燃燒產(chǎn)的的火焰加熱爐鋼坯,達(dá)到特定的工藝要求溫度。
查看更多聯(lián)系我們
上海市楊浦區(qū)政立路497號國正中心1號樓11樓
關(guān)注瑞晨環(huán)保